El proceso de elaboraciµn del biodiesel esta basado en la llamada transesterificaciµn de los glicÕridos, utilizando catalizadores.
Desde el punto de vista quÚmico, los aceites vegetales son triglicÕridos, es decir tres cadenas moleculares largas de Ãcidos grasos unidas a un alcohol trivalente, el glicerol. Si el glicerol es reemplazado por metanol, se obtienen tres molÕculas mÃs cortas del Ãcido graso metilÕster. El glicerol desplazado se recupera como un subproducto de la reacciµn.
Por lo tanto en la reacciµn de transesterificaciµn, una molÕcula de un triglicÕrido reacciona con tres molÕculas de metanol o etanol para dar tres molÕculas de monoÕsteres y una de glicerina.
Los procesos de transesterificaciµn pueden adaptarse para usar una gran variedad de aceites, pudiendo ser procesados ademÃs, aceites brutos muy Ãcidos. El particular interÕs en los aceites muy Ãcidos, reside en que generalmente, estÃn fuera de las normas de comercializaciµn y son frecuentemente rechazados por los compradores
El aceite es inicialmente calentado a la temperatura de proceso µptima, y son agregados cantidades necesarias de metanol y catalizador. Luego de ser mezclado, el producto es transportado hacia dos columnas conectadas en serie. La transesterificaciµn tiene lugar en esas columnas y la glicerina pura es liberada mediante decantaciµn.
Los Õsteres son lavados dos veces con agua acidificada. La glicerina obtenida es separada de los Õsteres en pocos segundos, de ese modo es posible obtener biodiesel de muy alta calidad, el cual cumple con todos los requerimientos de las normas estÃndar americanas. El glicerol para ser utilizado debe ser refinado.
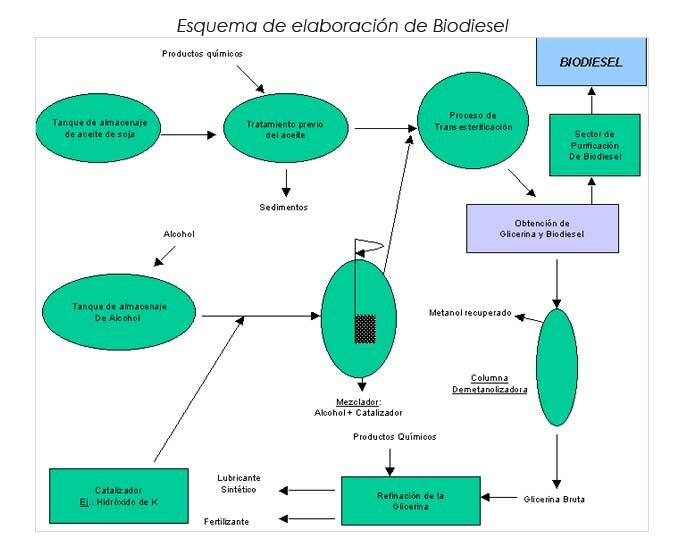
ESQUEMA DE LA PLANTA
La descripciµn de cada mµdulo de la planta es la siguiente:
a) Molino de aceite.
Los productos obtenidos son:
Aceite vegetal crudo
Harina de alto contenido proteico (soja)
El aceite crudo es posteriormente procesado, transformado en BIODIESEL y glicerol, y la harina se vende como alimento para animales, eventualmente despuÕs de un proceso de estabilizaciµn de enzimas y acondicionamiento.
b) Unidad de refinamiento y transesterificaciµn.
Esta unidad produce el filtrado y remociµn, catalÚtica o por destilaciµn, de Ãcidos grasos libres. El producto es aceite vegetal refinado y sin Ãcidos, que constituye el material de alimentaciµn para la:
Unidad de transesterificaciµn.
En esta etapa del proceso el aceite es transformado catalÚticamente, mediante agregado de metanol o etanol con el catalizador previamente mezclado, en metil o etilÕster y glicerol.
c) Unidad de purificaciµn y concentraciµn de glicerol.
Consiste en una etapa de filtrado y purificaciµn quÚmica, un equipo de concentraciµn del glicerol, y el posterior almacenamiento del glicerol puro.
Transesterificaciµn
El aceite con Ãcidos y gomas eliminados (parte refinada) se transforma en metil o etilÕster por medio de un proceso catalÚtico de etapas mºltiples, utilizando metanol o etanol (10% de la cantidad de aceite a ser procesado). El metilÕster crudo se refina posteriormente en un lavador en cascada.
Si el producto se utiliza como combustible para motores, no necesita el proceso de destilaciµn pero puede ser fÃcilmente integrado en el esquema de proceso si se desea un metilÕster de calidad quÚmica.
Refinamiento del glicerol
El proceso de transesterificaciµn produce como subproducto derivado aproximadamente 10 % de glicerol. Este glicerol en bruto contiene impurezas del aceite en bruto, fracciones del catalizador, mono y diglicÕridos y restos de metanol.
Con el objeto de venderlo en el mercado internacional debe ser refinado para llegar a la calidad del glicerol tÕcnico o, con una posterior destilaciµn, a la del glicerol medicinal (99,8%).
Descripciµn de la TecnologÚa de la Planta
La unidad de transesterificaciµn incluye contenedores operativos de pre - almacenamiento para la materia prima, productos intermedios y fÚnales. El metanol/etanol, glicerol, producto derivado, y el metilÕster terminados, son almacenados en el patio de tanques fuera de la planta.
La estructura principal del complejo comprende un edificio mºltiple, que alberga el material operativo y las instalaciones de distribuciµn de energÚa, ventilaciµn central, laboratorio de producciµn, sala de monitoreo, instalaciones para el personal, etc.
Para cada tamaþo de planta de producciµn, se deben satisfacer precondiciones especÚficas de infraestructura, dependientes de la localizaciµn real.
Por lo tanto, y adicionalmente al esquema de planta delineado, se deben tener en cuenta los siguientes aspectos:
|
AdemÃs, las capacidades estimadas de almacenamiento para:
|
Estas capacidades de almacenamiento, deben ser computadas de acuerdo a los propµsitos del futuro operador, y dependiendo de los ciclos de entrega y comercializaciµn.
Planta de transesterificaciµn con proceso integrado de eliminaciµn de gomas y Ãcidos.
Para grandes unidades y en el caso donde se procesen semillas oleaginosas que tengan un alto contenido de Ãcidos grasos libres, se utilizan procesos convencionales de eliminaciµn por destilaciµn de gomas y Ãcidos. Los Ãcidos grasos separados pueden ser vendidos en el mercado internacional.
Con plantas mÃs pequeþas se utiliza una unidad integrada donde la eliminaciµn de gomas y Ãcidos tiene lugar por medio de un intercambio catalÚtico y un proceso de extracciµn por solventes.
La planta de transesterificaciµn comprende aparatos y componentes convencionales utilizados en la ingenierÚa quÚmica. Debido a su categorizaciµn como lÚquido inflamable Clase B, el metanol requerido para la reacciµn se almacena en un tanque subterrÃneo. Desde aquÚ es bombeado a travÕs de una tuberÚa al reservorio de proceso en la planta. El aceite crudo es almacenado en tanques de procesamiento.
DespuÕs que se han calentado los dos componentes de la reacciµn, estos son suministrados a una columna de lecho fijo en la que tiene lugar la pre-esterificaciµn a temperatura elevada. Siguiendo a la separaciµn de la mezcla metanol/agua del aceite pre-esterificado en el separador, este es transesterificado con un catalizador homogÕneo y un componente adicional de metanol en un proceso multietapa mediante un mezclador - sedimentador en cascada. DespuÕs de la transesterificaciµn, el exceso de metanol es separado por evaporaciµn y el calor de condensaciµn del metanol es utilizado para calentar los conductos.
La mezcla de metilÕster-glicerol se separa del glicerol crudo en un separador, antes de la posterior limpieza del metilÕster adicional.
El metilÕster limpio (Biodiesel) se recolecta como producto terminado en contenedores de fraccionamiento. DespuÕs de los anÃlisis y aprobaciµn, una bomba entrega el producto a un tanque de producto terminado fuera de la planta.
El metanol en exceso de la etapa de pre-esterificaciµn se deshidrata en vacÚo y, como el metanol separado luego de la etapa de transesterificaciµn, puede ser reprocesado para su reutilizaciµn en la reacciµn. El vacÚo operativo requerido para las etapas de proceso se genera en una estaciµn de vacÚo anexo a la planta.
Se deben establecer zonas a prueba de incendios en determinadas partes de la planta de transesterificaciµn debido a la presencia de metanol; al respecto se deben respetar las reglamentaciones pertinentes. El grado de riesgo se reduce eficientemente asegurando una relaciµn de intercambio de aire de aproximadamente 8 en la secciµn de la planta correspondiente. Se proveen aparatos locales de limpieza de partÚculas por aspiraciµn. El sistema de ventilaciµn central se instala en el anexo de mantenimiento.
Descripciµn general de las Instalaciones
La secciµn de transesterificaciµn se emplaza en un sector parcialmente abierto del galpµn, que es la medida mÃs adecuada para minimizar riesgos operacionales.
Las estructuras de acero se erigen en galpones como elementos bÃsicos de una configuraciµn de almacenamiento mºltiple que permita un flujo de producciµn por gravedad. Esta disposiciµn en planta provee beneficios en lo relativo a ensamblado de mÃquinas, suspensiµn de elementos de ciertos aparatos, mejor adaptaciµn diferentes condiciones de carga y flexibilidad en el caso de alteraciones en la instalaciµn.
AdemÃs crea las precondiciones para el mejoramiento de la ventilaciµn general evitando la formaciµn de bolsones de aire mediante pisos de acero abiertos, especialmente en la secciµn de transesterificaciµn. Adicionalmente las plataformas de acero permiten ampliar visualmente el panorama de las instalaciones. En las plataformas existen caminos de paso.
La disposiciµn de los pisos se realiza de acuerdo a los materiales tratados en cada emplazamiento especÚfico, teniendo en cuenta ademÃs la facilidad de limpieza. Los requerimientos son mÃs rigurosos en la secciµn de transesterificaciµn, porque aquÚ se realizan procesos quÚmicos hºmedos con distintas sustancias. Por esto se utilizan en esta Ãrea pisos con baldosas.
Como protecciµn contra perdidas y para evitar riesgos de contaminaciµn del suministro de agua, en algunos casos los componentes de la planta deben ser instalados en adecuados depµsitos colectores hermÕticos.
La planta debe estar provista de un depµsito de homogenizaciµn y recolecciµn, de forma tal que puedan ser desarrollados anÃlisis de toxicidad antes de realizar la descarga a las cloacas pºblicas o propias de la planta.
El patio de tanques para depµsito de lÚquidos inflamables y biodiesel se ubican fuera del edificio principal. En el Ãrea subterrÃnea para los tanques de almacenamiento de metanol y etanol, debido al riesgo de incendio, y a nivel del terreno los tanques para el metil o etilÕster.
La estaciµn de bombeo para el llenado y las bombas de alimentaciµn de la planta se anexan al patio de tanques.
Propiedades del Biodiesel
enlace de origen
Su producciµn es renovable.
Su proceso de producciµn primaria y elaboraciµn industrial determina un balance de carbono menos contaminante que los combustibles fµsiles.
Cumple con los requisitos de la Environmental Protection Agency (EPA) para los combustibles alternativos.
Puede emplearse puro o combinado con los combustibles fµsiles en cualquier proporciµn.
No contiene azufre y por ende no genera emanaciones de este elemento, las cuales son responsables de las lluvias Ãcidas.
Mejor combustiµn, que reduce el humo visible en el arranque en un 30%.
Cualquiera de sus mezclas reduce en proporciµn equivalente a su contenido, las emanaciones de CO2, CO, partÚculas e hidrocarburos aromÃticos. Dichas reducciones estÃn en el orden del 15% para los hidrocarburos, del 18% para las partÚculas en suspensiµn, del 10% para el µxido de carbono y del 45% para el diµxido de carbono. Estos indicadores se mejoran notablemente si se adiciona un catalizador.
Los derrames de este combustible en las aguas de rÚos y mares resultan menos contaminantes y letales para la flora y fauna marina que los combustibles fµsiles.
Volcados al medio ambiente se degradan mas rÃpidamente que los petrocombustibles.
Su combustiµn genera menos elementos nocivos que los combustibles tradicionales reduciendo las posibilidades de producir cÃncer.
Es menos irritante para la epidermis humana.
Actºa como lubricante de los motores prolongando su vida ºtil.
Su transporte y almacenamiento resulta mas seguro que el de los petroderivados ya que posee un punto de igniciµn mÃs elevado. El biodiesel puro posee un punto de igniciµn de 148¯C contra los escasos 51¯C del gasoil.
Aspectos principales del plan de competitividad
Se declara de interÕs nacional la producciµn y comercializaciµn de Biodiesel para su uso como combustible puro, como base para mezcla con gasoil o como aditivo del mismo.
Se establece una exenciµn del Impuesto a la Transferencia de los Combustibles (ITC= $0,15/lt para el gasoil) al biodiesel por 10 aþos.
A los efectos del Impuesto a las Ganancias, se establece un rÕgimen de amortizaciµn acelerada para nuevas inversiones destinadas al almacenamiento de biodiesel que se practicarà en DOS (2) ejercicios, 40% en el primer ejercicio fiscal y el 60% restante en el ejercicio fiscal siguiente.
Las firmas que desarrollen actividades de producciµn de biodiesel estarÃn exentas del Impuesto a la Ganancia MÚnima Presunta a partir del 1¤ de enero de 2002.
Invitaciµn a las provincias a adherirse al presente rÕgimen del decreto. La adhesiµn deberà estar acompaþada del compromiso de eximir, por un plazo de DIEZ (10) aþos, a los productores, almacenadores y comercializadores, de por lo menos los siguientes impuestos:
a) Impuesto a los Ingresos Brutos a la industrializaciµn y a las ventas.
b) Impuesto de Sellos.
c) Impuesto inmobiliario sobre los inmuebles donde operan las facilidades de producciµn y almacenaje.
Otras razones que hace atractivo este sector y que el gobierno declara prioritarias
Reactivaciµn de las economÚas regionales producto del incremento del Ãrea destinada a cultivos oleaginosos (soja, manÚ, colza, palma, lino, nabo, girasol) y la generaciµn de puestos de trabajo. La posibilidad de autoabastecimiento de combustible de estas economÚas es otra ventaja derivada de la promociµn y difusiµn del biodiesel. En relaciµn a las zonas Ãridas marginales, la posibilidad del desarrollo comercial de nuevos cultivos oleaginosos puede generar un alto impacto en estas economÚas.
El biodiesel podrÚa representar la duplicaciµn de la producciµn argentina de soja en 3 aþos, mediante la "sustituciµn de la importaciµn de gasoil" por el biodiesel. Cabe destacar que en el aþo 2000, Argentina importµ gasoil por un monto de U$S 141.574.709 (SecretarÚa de EnergÚa y MinerÚa).
Disminuir las emisiones de diµxido de carbono (CO2) a la atmµsfera, principal causa del efecto invernadero que produce el calentamiento global, como asÚ tambiÕn disminuir las emisiones de azufre y componentes aromÃticos cancerÚgenos. En diciembre de 1997 se elabora el Protocolo de Kyoto, que compromete a los paÚses industrializados a reducir, para el aþo 2012, un 5% sus emisiones de CO2 respecto de los niveles registrados en 1990. Otro aspecto considerado en el protocolo es el de establecer mecanismos para el desarrollo limpio (MDL) y un programa de aplicaciµn que ofrecerà crÕditos para el financiamiento de proyectos que disminuyan las emisiones en los paÚses en desarrollo o con economÚas de transiciµn.
InterÕs de las autoridades provinciales en apoyar todo proyecto de inversiµn relacionado con el ´Biodiesel´.
Una importante ventaja del biodiesel es que puede emplearse puro o combinado con el combustible fµsil (diesel) en cualquier proporciµn.
Existencia de subproductos con valor comercial: glicerina y fertilizante a base de potasio, cuando se utiliza hidrµxido de potasio como catalizador en la reacciµn de producciµn del biodiesel. En el largo plazo los petrocombustibles se agotarÃn, mientras que en un plazo intermedio los precios de los mismos tenderÃn al alza. Estos deberÃn ser sustituidos por combustibles que se adapten al parque automotor diesel, siendo el biodiesel renovable y apto para ello.